Solartester, Tuesday 23 February 2021
In the past year, SolarTester operators have tested and assessed more than 20,000 panels. It was discovered that more than 42% of the new modules tested had at least one defect, ranging from non-critical to highly critical. This represents an increase of 61% compared to 2019.
Damage checks on existing projects also show more than twice as many tests done compared to 2019. In the damage checks that were completed, 70% were assessed as Class A. Approximately 30% of these tested modules contain critical to highly critical defects and have therefore been rated as class B, C or D. This indicates that it can be worthwhile to perform a damage check instead of replacing all the modules immediately.
Solar cells are highly vulnerable. What begins with minor, potentially negligible defect can develop into major defect with a significant negative influence on the energy yield. You expect a certain quality and yield. Why would you not want to be sure that you are getting it?
In this overview, you will find a number of examples of the most common defects due to production problems and handling damage that we have encountered in our tests over the past period. This report is intended to underscore the importance of quality controls.
Invisible damage to solar panels with major consequences
The most common defects are cracks on the bus bars, usually at the start of the bus bar. We have found a range of these cases, from tiny dots to cracks running through the entire cell. These cracks form during the soldering process and can, even with normal careful handling, develop into cracks across the entire length of the cell. When these cracks are located on the outside of the cell, i.e. outside the outer bus bar, they can isolate parts of the cell from the bus bar. At these places, the flow of energy slows down and hot spots can arise. Hot spots cause higher energy resistance and therefore a reduced yield. When the cracks are located between the bus bars, they are assessed as non-critical; when they are located on the outside of the cell, the crack can be assessed as critical, with the result that the panel is assessed as class B. When a panel has non-critical cracks in more than 10% of the cells, the module is assessed as class B.
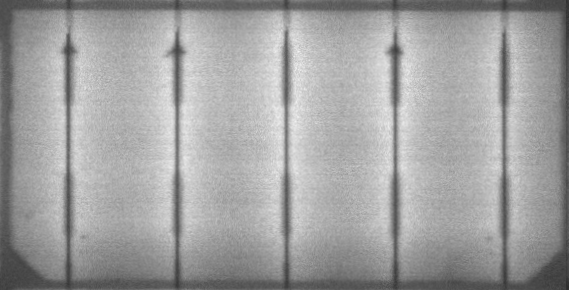 Figure 1 Small V-shaped cracks |

Figure 2 A V-shaped crack with a branch to the outside of the cell |
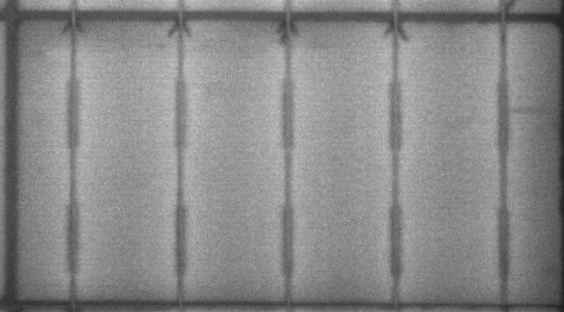 Figure 3 A cell with V-shaped cracks on 4 of the 5 bus bars |
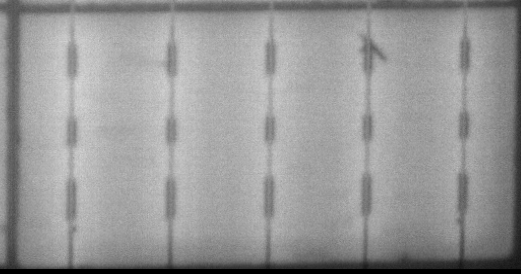
Figure 4 A crack that has not yet expanded |
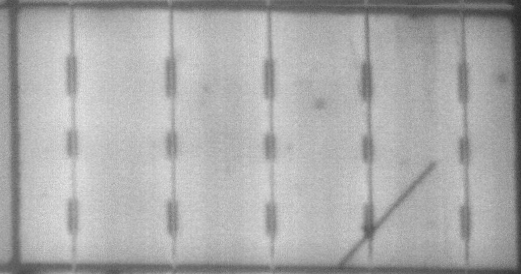 Figure 5 An example where a small crack has grown into a larger crack |
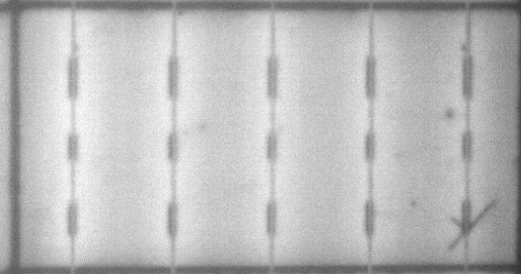
Figure 6 A crack on the outside of the cell, causing the crack to isolate a part of the cell |
The impact of transport
In addition to the small cracks that grow into larger cracks, we have also found damage that was serious from the very beginning. The examples shown here are all from panels right out of the box. These cracks are assessed as critical or very critical and lead to an assessment of the panel as class B or C. This damage has almost always occurred during transport or handling during the long journey from factory to project.
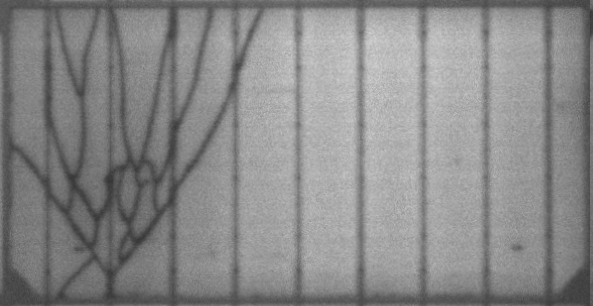
Figure 7 Critical damage to a cell |
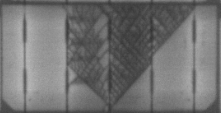
Figure 8 Highly critical damage |
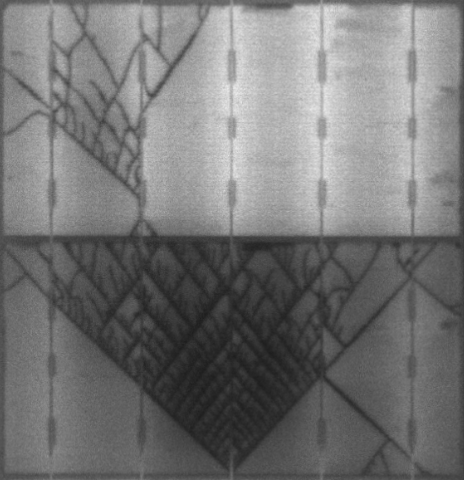 Figure 9 Highly critical damage Figure 9 Highly critical damage |
Large number of solar panels with production faults
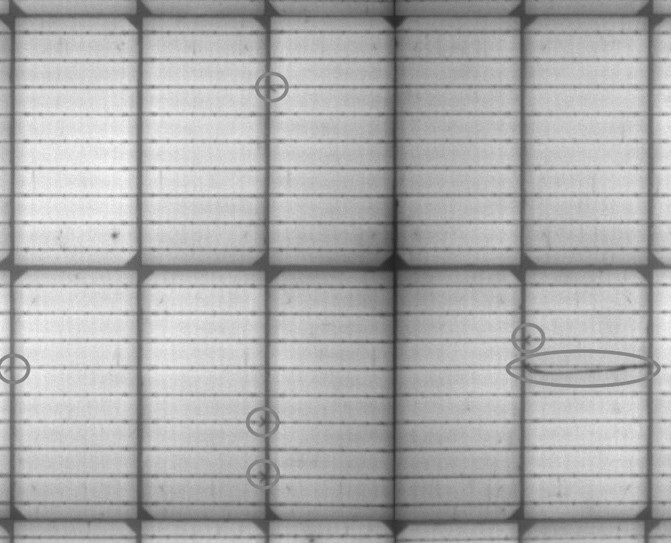
In addition to cracks, we also see other production faults very regularly, such as broken “fingers”. Fingers ensure the transmission of power from the cell material to the bus bars. Damage here can ultimately lead to reduced yield.These fingers are printed on the cell material by means of a screen printing process. In the example below, some of these fingers are improperly printed; these become visible as dark horizontal lines between the bus bars.

Figure 10 Defective “fingers” |
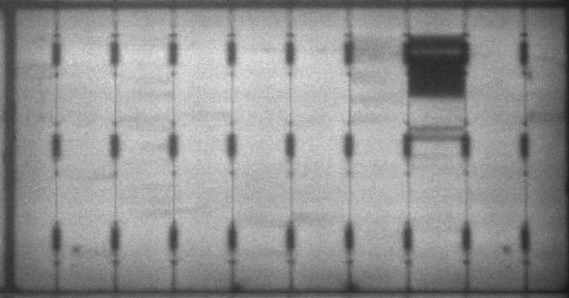
Figure 11 Defective “fingers”. These cause hotspots that influence the yield from the cell and the panel |

Figure 12 Improper soldering |
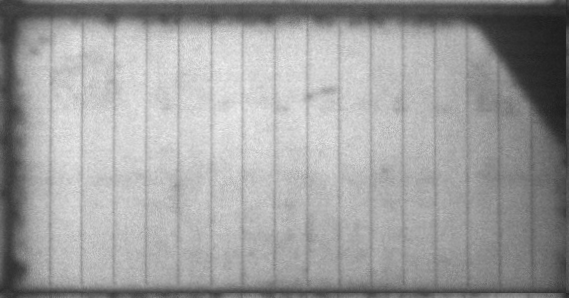
Figure 13 An example of a cell in which part of the corner has been broken off |
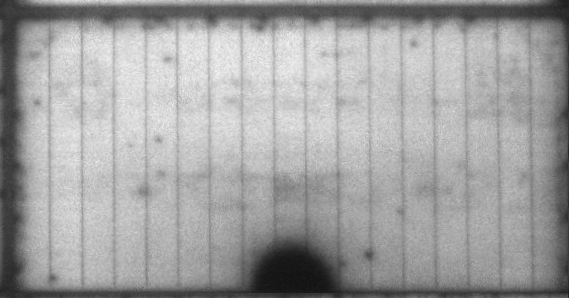
Figure 14 Dark areas of the cell produce less or no power and can cause hotspots |
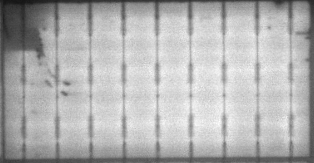
Figure 15 Contamination in the cell material |
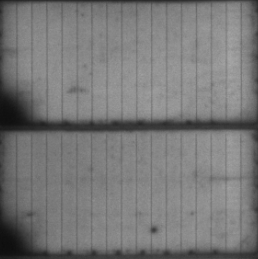
Figure 16 Low-quality soldering on contiguous cells |
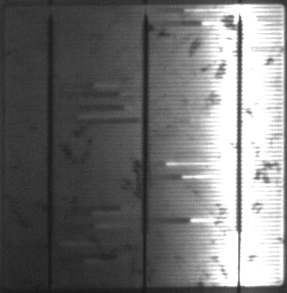
Figure 17 Poor soldering |
During visual inspections, we also regularly encounter defects as shown below

Figure 18 Melted areas due to short circuit |
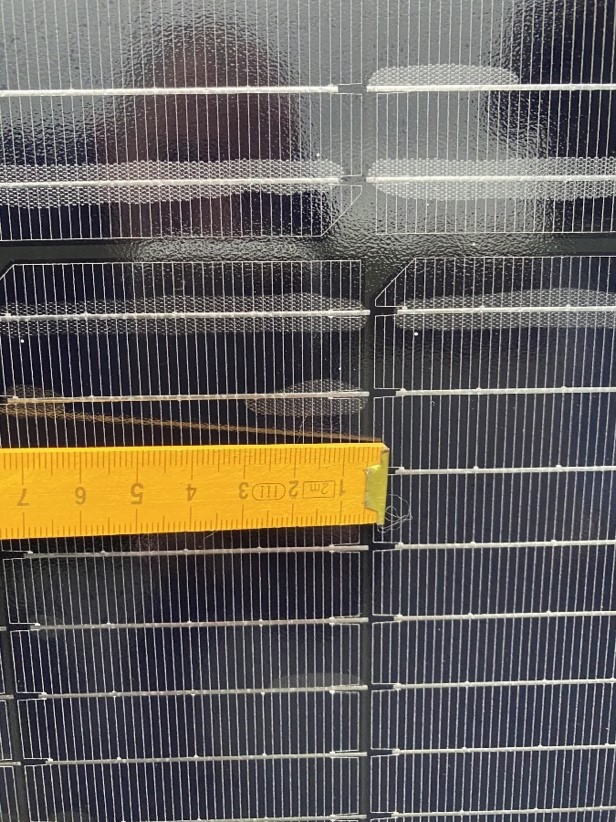
Figure 19 Delamination |
Figure 20 Transport damage |
Importance of quality control in the Netherlands
There are several reasons why the defects shown end up on the market. Firstly, manufacturers often apply less stringent quality criteria than we expect. Secondly, the EL images produced in the factory are generally of lower quality than the images produced by SolarTester. Thirdly, the factory images are created during and immediately after the production process, while SolarTester creates images when a large part of (or the entire) logistics process has been completed. To illustrate this, below are 2 excerpts of EL images. The first image was made in the factory. The second picture shows the image made by SolarTester. The small V-shaped cracks are not visible on the factory image; these cracks are clearly visible on the SolarTester image. One of the cracks has even grown into a crack that runs through the entire cell.
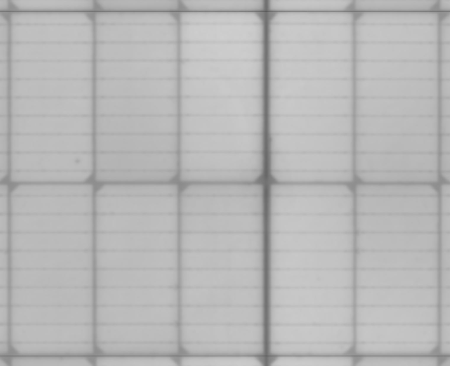
Factory made EL image – no cracks visible |
SolarTester made EL image – cracks are visible |
Do you have any questions? Or are you interested in the possibilities for quality control of your materials as a result of this document? If so, please contact us. We can also perform quality control on solar panels that have already been installed.
Team SolarTester wishes you a sunny 2021!
![]()




